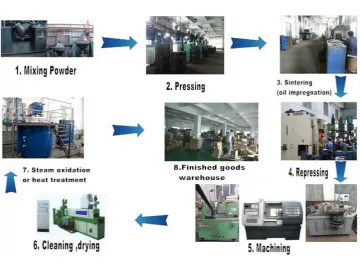
PM Process
Mix the metal powder with the lubricant until a uniform mixture is created. The mixture is then put into the mold and compacted under pressure followed by sintered compaction. Surface treatments will be applied to spare parts if necessary. The specific technological process is as follows:
Mold Making
JDSK accepts CAD, pro-e, Solid Works and AutoCAD drawings. Our team will study and determine the drawings first, and then evaluate the requirements of the product, so as to complete the mold design and produciton. To increase the abrasion resistance, prolong the service life of the mold, and improve the quality of the workpiece, we will choose high-quality materials such as tungsten steel in the selection of mold materials.
Powder Compounding of Raw Material
Mixing is to compound basic metal powder with different alloy elements in a certain proportion, adding organic solid lubricant or special additive to make a uniform powder billet. In order to achieve the mechanical, physical or chemical properties of materials, we must ensure the chemical composition of materials through strict ingredients and control. If the customers have additional special requirements of the workpiece, we will directly purchase raw material powder with special properties for processing, ensuring that the performance of the workpiece meets the requirements.
Molding Compression of Compact
The purpose of molding is to produce the compact with certain shape and size, as well as certain density and hardness. The powder metallurgy products manufactured by JDSK fill the powder mixture into the mold through gravity, applying pressure of 200MPa to 1500MPa, and the workpiece is formed from the mold in one step.
Sintering of Compact
Sintering is the key process in powder metallurgy processes. The compact after molding is sintered to obtain the physical and mechanical properties as required. The compact is mainly composed of a multicomponent solid phase sintering composed of two or more components. We will sinter the product by adjusting the operating speed and chemical gas in the furnace according to the performance of different products. Sintering is generally operated at temperatures between 750 ℃and 1300℃, depending on the workpiece and the required properties.
Subsequent processing of Powder Metallurgy Products
After sintering, subsequent processing-sizing, pore impregnation process, machining, heat treating, electroplating and so on-can be applied to the workpiece according to different needs.
Sizing
The sintered product has changed in size and shape, for which it fails to meet the size and shape required by the drawings. To correct the size and deformation, it is necessary to put the sintered body into the mold again for shaping to obtain the specified size and shape. Finished powder metallurgy parts will be more regular. Also, the dimensional tolerances will be better, and the surface finish will be improved.
Pore impregnation process
Impregnation: fill the pores of powder metallurgical products with chemical products. Oil immersion: The oil immersed in the pores acts as a lubricant for the bearing, providing self-lubrication for the product itself. Plastic impregnation or Resin impregnation: Provide sealing conditions for the workpiece. Before coating or electroplating, the workpiece is sealed by this method. Copper impregnation: Also known as copper infiltration. The copper plate is pressed against the product components and the copper melts during the sintering process and penetrates into the pores of the product. Copper infiltration is used to improve the mechanical strength and toughness of low-alloy sintered steel.
Machining
Due to the limitations of the powder minding process, certain shapes such as threads, radial grooves and transverse holes are difficult to press-form, and machining can achieve it. And some parts have high-precision requirements, it is difficult to meet the requirements with the finishing method, which also needs machining. We can achieve the requirements of shape and size through machining, milling, drilling, threading, grinding, grinding, reaming, polishing and more processes.
Deburring
Some burrs of powder metallurgy products appear during the compacting process and machining. Deburring is an important part of surface treatment. In addition to deburring with brushes, trowels, scrapers, etc., we also use surface finishing or shot blasting to remove burrs from bulk products, increase the surface finish of products.
Cleaning
Cleaning is used to reduce and eliminate solid or liquid contaminants that may be contained in the workpieces.
Steam treatment
Steam treatment can form a magnetite coating on the surface and pores of the product, which increases the compressive strength of the component and acts as sealing to increase the corrosion resistance of the product.
Heat treating
Heat treatment is a thermal cycle that can change the properties of material, which increases the hardness and strength of the component. Generally, there are several ways of heat treatment: quenching, case hardening, and etc.
Coating/ Electroplating
The coating can increase the resistance to wear and corrosion. Sintered components can be treated with all conventional coatings such as galvanizing, chrome plating, nickel plating, phosphating, etc. and other special coatings.
Warehousing the finished products with package
Links:https://www.globefindpro.com/products/12373.html
-
 Clip
Clip
-
 Pastry Products Freezing System
Pastry Products Freezing System
-
 Apparel Manufacturing (hot melt adhesive for lining fabric and label)
Apparel Manufacturing (hot melt adhesive for lining fabric and label)
-
 Ice Cream Products Freezing System
Ice Cream Products Freezing System
-
 Metal Fabrication
Metal Fabrication
-
 Bakery Products Freezing System
Bakery Products Freezing System
-
 Shoes Making (hot melt adhesive for insole bonding, shoe tongue fixing)
Shoes Making (hot melt adhesive for insole bonding, shoe tongue fixing)
-
 Fruit & Vegetable Products Freezing System
Fruit & Vegetable Products Freezing System
-
 Snap Hook
Snap Hook
-
 Poultry Products Freezing System
Poultry Products Freezing System
-
 Knob Screw
Knob Screw
-
 Logistic Industry (epoxy curing agent for container and paint)
Logistic Industry (epoxy curing agent for container and paint)