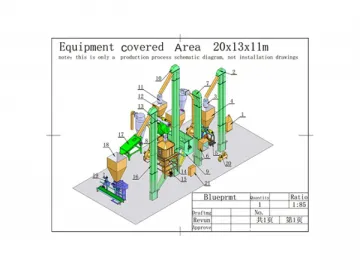
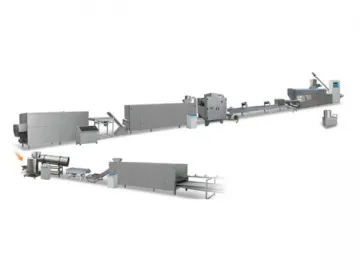
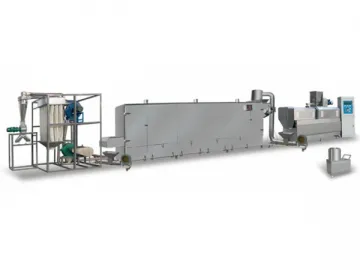
Twin-Screw Extruder
Technical Specifications
| Model | SPH-70 | SPH-90A | SPH-90B | SPH-100A | SPH-100B | SPH-120 |
| Productivity | 500-800 | 1000-1500 | 1500 -2000 | 2000 -3000 | 3000- 4000 | 5000 -6500 |
| Motor Power | 37KW | 55KW | 75KW | 132KW | 160KW | 200KW |
| Feeder Power | 0.4 | 0.75 | 0.75 | 2.2 | 2.2 | 2.2 |
| Rotary Screw Power | 0.75 | 1.5 | 2.2 | 3 | 3 | 4 |
| Pre-conditioner Power | 1.5 1.5 | 5.5 | 1.5 5.5 | 5.5 11 | 5.5 11 | 7.5 15 |
| Oil Pump Power | 0.75 | 1.5 | 1.5 | 1.5 | 1.5 | 2.2 |
| Feeder Material | Stainless Steel | Stainless Steel | Stainless Steel | Stainless Steel | Stainless Steel | Stainless Steel |
| Pre-conditioner Material | Stainless Steel | Stainless Steel | Stainless Steel | Stainless Steel | Stainless Steel | Stainless Steel |
| Screw Material | Specially treated alloy steel | Specially treated alloy steel | Specially treated alloy steel | Specially treated alloy steel | Specially treated alloy steel | Specially treated alloy steel |
| Dimensions | 3.5x1.5 x2.6m | 5.3x1.3 x2.8m | 5.3x1.3 x3.2m | 6.5x1.6 x3.6m | 6.5x1.6 x3.6m | 7x1.6 x3.6m |
Features of Twin-Screw Extruder
1. All twin-screw extruder models come with a computer for automatic control. Advanced touch-screen display makes it safer and easier to operate.
2. Automatic lubrication and forced air cooling make sure the extruder functions properly all the time.
3. Operations including extrusion, feeding, and cutting are controlled using a variable frequency drive.
4. Gearbox is automatically lubricated and cooled off by means of forced air cooling. Hydraulically controlled wet extrusion process is complemented by a uniquely designed pre-conditioning process where two rotary screws rotate at different speeds to pre-gelatinize the material. This ensures materials are cooked thoroughly and a gelatinization rate of 98% can be achieved.
5. A variety of materials can be extruded by this extruder, with a maximum fat content of more than 12%. In the pre-conditioner, steam is injected to cook the material. This cooking process allows users to add other raw ingredients that previous were not allowed, such as fresh meat. The resultant food can contain 35% of meat.
6. The pre-conditioner uses two stainless steel screws (rotating at different speeds) to enable a more homogeneous mix. The powerful screws break down large lumps, allowing them to expose more largely to hot steam.
7. Self-cleaning screws eliminate the need to manually clean up the extruder and pre-conditioner barrel at the start of each use or during process changeover. Variable frequency drive allows different rotary speeds to mix a variety of materials. Extrudate cutter comes with VFD as well, so it can cut extrudates to various lengths, thickness and shapes.
8. Made of quality 38CrMoAl, the rotary screw can come with a wear-resistant sleeve fitted over it for maximum protection. That optional sleeve is usually made of metal alloys. Extruder barrel is constructed from grade 45 steel which is traditionally used to build railway tracks for excellent wear resistance, service life, and pressure resistance.
9. Specially treated screws, paired with wear-resistant barrel linings, assure that the extruder can have a long life.
10. Different screw length-diameter ratios are provided to satisfy different process requirements.
11. The feeder can either choose a single or double-screw configuration for a constant material flow.
12. Pet foods and aquatic feeds are sterilized under high pressure and temperature, so they can be held to high hygiene standards.
13. Extruder die hole can be as small as 1mm to as large as 12mm. Other die hole profiles are available upon request.
14. Suitable for producing floating pellets, slowly sinking pellets and directly sinking pellets. Floating pellets can stay on water surface for at least 24 hours.

Links:https://www.globefindpro.com/products/58925.html