Powertrain System
Induction Hardening Machine for Powertrain System
The transmission system has the most parts that need induction heat treatment, such as hub bearings, shafts, torsion bars and so on. All these parts share a common characteristic, that is, using bearing steel to improve wear resistance. The bearing steel must go through appropriate heat treatment to achieve these requirements. Heat treatment process of hub bearings is undergoing changes worldwide.
We own very mature technologies and large solution reserves. We are especially adapted to mass production of rotary multi-station automated machines to meet the needs of customers worldwide. We have a lot of induction heating solutions for transmission and drive components. If you want to know more, please contact us
Outer race
The outer race induction hardening machine is applied to the numerically controlled quenching of outer race. The movement is controlled by Siemens CNC system. The PLC connection with intermediate- and high- frequency power supply can achieve automatic quenching. This machine has two stations. The stations can simultaneously quench two outer races, which improves the processing efficiency of the plant.
Configuration and parameters
Power supply: HKTP160kW/10kHz
Number of station: 2
Number of shaft per station: 1
Maximum workpiece length: 1000mm
Maximum stroke: 1000mm
Workpiece rotation speed: 20-150rpm, continuously adjustable
Inductor speed: 0-30mm/s, adjustable
Inductor fast forward speed: 100-300mm/s, adjustable
Quenching diameter: Φ18-Φ90mm
Repeat positioning accuracy: ± 0.1mm.
Maximum workpiece weight: 30Kg
Hub bearing
Automotive hub bearing quenching machine is dedicated to the hardening of hub bearing grooves. Due to the importance of hub bearings to vehicles, so these bearings require relatively high safety factor. Our high precision machine tool can ensure the quality of hardened parts. This machine achieves automatic loading and unloading. It is fitted with four stations, available for in-line production with other machines, which greatly improves the production efficiency.
Configuration and parameters
Number of station: 4 (1 part inspecting station, 1 hardening station, 1 auxiliary cooling station, 1 loading and unloading station)
Maximum workpiece length (height): 200mm
Maximum stroke of inductor up-and-down movement: 200mm
The maximum inductor moving speed: 200 mm / s
Workpiece rotation speed: 20-150rpm, adjustable
Maximum turning diameter: Φ200mm
Maximum hardening diameter: Φ150mm
Repeat positioning accuracy: 0.1mm
Repeat rotating swing error: 0.1mm
Maximum load capacity per station: 5Kg
Cycle time: ≤ 20 seconds/pc
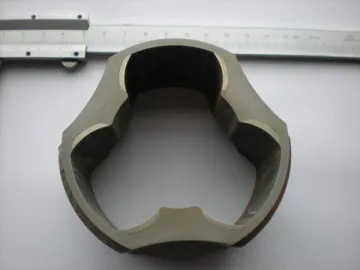
Drum shell
Tripod shell and drum shell are very typical parts that generally require both the inner and outer surfaces go through heat treatment. The process is hardly done with conventional heat treatment method. Our HKVC500/8 8 station vertical NC induction heating machine is mainly used for the integral hardening or continuous hardening of tripod shell and drum shell, with stable quality and high yields.
Configuration and parameters
Number of station: 8 –feeding high temperature (> 40 ℃) cleaning station, coarse positioning station, feeding precise positioning station, tripod shell and drum shell cavity quenching station, auxiliary cooling station, tripod shell tail rod quenching station, auxiliary cooling station, automatic blanking station.
Marking function with laser marking machine
Number of shaft: 4
Maximum workpiece length: 500mm
Maximum stroke: 500mm
Workpiece rotation speed: 20-150rpm, continuous, adjustable, under monitoring
Inductor speed: 0-30mm/s, adjustable
Inductor fast forward speed: 40-200 mm/s, adjustable
Hardening diameter: Φ15-Φ80
Repeat positioning accuracy: 0.05mm
Reverse accuracy <0.1
Maximum workpiece weight: 3Kg
Cycle time: less than 25 seconds/pc
Output bracket assembly
The automotive output bracket assembly has strict requirements for dimensional precision, strength, and structural integrity. We provide the HKVC500/4 hardening machine for high-frequency quenching. The process is numerically controlled. The machine is fitted with four-station turntable, so it can perform quenching on big and small splines separately, ensuring the quality of integral hardening.
Configuration and parameters
Number of station: 4 (2 quenching stations, 1 auxiliary cooling station or inspecting station, 1 loading and unloading station)
Maximum workpiece height: 500mm
Maximum hardening stroke: 400mm
Inductor movement maximum speed: 200 mm/s
Workpiece rotation speed: 20-150rpm, adjustable
Quenching uniform feed rate: 0-30mm/s, adjustable
Maximum turning diameter: Φ200mm
Maximum hardening diameter: Φ150mm
Repeat positioning accuracy: ±0.05mm。
Fixture jump: ≤ 0.02mm
Maximum load capacity per station: 10Kg
Cycle time: ≤ 25 seconds/pc
Torsion bar
The HKHP1500/2 double shaft horizontal CNC quenching machine is suitable for continuous scan hardening of torsion bar and various shaft parts. Positioning and scanning are controlled by the Siemens CNC system. Through PLC connection with medium- and high- frequency power supply, the machine can achieve automatic quenching.
Applicable parts
Workpiece length: 50mm-10000mm
Workpiece diameter: Ф10mm-Ф800mm
Maximum workpiece weight: 10000kg
Workpiece/inductor maximum speed: 500mm/s
Maximum workpiece length: 1500mm
Universal joint
It is necessary for the CVJ (Constant Velocity Joint) to have high fatigue strength and impact strength in use. In order to ensure the strength and wear resistance, the joint needs induction hardening treatment. But its structure affects its hardenability. With superior design and manufacture capabilities, we launched a manual quenching machine for such parts. The use of profiling heating coil can improve the hardened layer depth, ensuring overall quenching quality.
Configuration and parameters
Two stations: tripod sleeve or bell-shaped shell cavity and tail rod quenching
Machine tool: HKVC1000/2
Power supply: HKTP300kW/8-50kHz
Semi-shaft
The semi-shaft is one of the main transmission parts of the drive axle. It has to withstand great bending moment and impact. We have an automatic machine specially designed for hardening semi-shafts. After the treatment, the semi-shaft will have better torsional and flexural resistance, anti-fatigue performance, and sufficient toughness. The life of the shaft will also be extended. The loading and unloading are fully automatic, suitable for mass production. The stepping transmission of workpiece also works in high efficiency.
Configuration and parameters
Power supply: HKTP450kW/4kHz
window.onload =function() {setItemByDivId('container','one|two|three|four|five|six|seven','etw_link','color:fff; background:#107bfc;','color:#fff; background:#b6b3b3','setclass');}
Links:https://www.globefindpro.com/products/60147.html
-
 Dual frequency Induction Hardening Machine for Large Size Roller
Dual frequency Induction Hardening Machine for Large Size Roller
-
 Suspension System
Suspension System
-
 HKHT6000 Long Bar Induction Hardening and Tempering Machine
HKHT6000 Long Bar Induction Hardening and Tempering Machine
-
 HKVP1500 Small Size Bearing Raceway Induction Hardening Machine with Slope
HKVP1500 Small Size Bearing Raceway Induction Hardening Machine with Slope
-
 Needle Bearing
Needle Bearing
-
 Wind Power Industry
Wind Power Industry
-
 PLC (Programmable Logic Controller)
PLC (Programmable Logic Controller)
-
 Steering System
Steering System
-
 Trainings
Trainings
-
 Inverter Drive for Reel Stand
Inverter Drive for Reel Stand
-
 Metal Hardening and Tempering
Metal Hardening and Tempering
-
 Large-Sized Shaft Induction Hardening Machine
Large-Sized Shaft Induction Hardening Machine