Light Distillate Hydrotreating Catalyst
In oil refineries, their raw materials and processing techniques differ from each other, and accordingly, produced light distillates usually possess quite different properties. Under this condition, our HHLDS series light distillate hydrotreating catalyst is developed, and it fits for pre-hydrogenation, hydrogenation of solvent oil as well as hydrogenation of kerosene. This petrochemical catalyst is further divided into three models to fit for different applications, which are HHLDS-1, HHLDS-2 and HHLDS-3.
Feature and Application
1. HHLDS-1 Light Distillate Hydrotreating Catalyst
HHLDS-1 takes modified alumina as its carrier, and it is a hydrodesulfurization catalyst. It offers excellent hydrodesulfurization performance, and also exhibits high mechanical strength and low bulk density.
Owing to these properties, this HDS catalyst is able to output reformed oil directly under the working condition of low pressure, low H2/oil ratio and high space velocity, and the total sulfur and nitrogen concentration is 0.5ppm or even lower.
2. HHLDS-2 Light Distillate Hydrotreating Catalyst
HHLDS-2 also uses modified aluminum oxide as its carrier, and it shows high crushing strength and low bulk density. Moreover, it is famous for its excellent activity in both hydrodesulfurization (HDS) and hydrodenitrogenation (HDN). So, it is a kind of HDS catalyst or HDN catalyst.
This product is applicable for hydrotreating light distillates, especially naphtha with high nitrogen content, such as pyrolysis gasoline, cracked naphtha (derived from coking process), etc. In addition, it could work at the temperature that is 5℃ lower than that of similar catalysts, but offering the same hydrotreating result.
3. HHLDS-3 Light Distillate Hydrotreating Catalyst
HHLDS-3 is a new-generation light distillate hydrotreaing catalyst, and its carrier is a new kind of modified aluminum oxide. This product features large pore volume, high specific surface area, low bulk density and high mechanical strength, but more importantly, it delivers remarkable HDS and HDN performance due to the improvement on carrier property and preparation method, making it a perfect choice for pre-hydrogenation and hydrogenation of coking gasoline.
Technical Data
| Model | HHLDS-1 | HHLDS-2 | HHLDS-3 |
| Active component | Mo-Co | Mo-Ni | Mo-Ni-Co |
| Shape | Sphere | Trefoil | Trefoil |
| Diameter (mm) | 1.5-2.5 | 1.5-2.5 | 1.5-2.5 |
| Pore volume (ml/g) | ≥0.40 | ≥0.40 | ≥0.42 |
| Specific surface area (m2/g) | ≥200 | ≥200 | ≥220 |
| Crush strength (N) | ≥40 | ≥140 | ≥140 |
| Bulk density (g/ml) | 0.68-0.78 | 0.68-0.78 | 0.65-0.75 |
Operation Condition
| Pre-hydrogenation | |
| Reaction pressure (MPa) | 1.6-2.4 |
| Temperature (℃) | 270-320 |
| Space velocity in volume (h-1) | 6.0-8.0 |
| H2/oil ratio in volume | 80-150 |
| Hydrogenation of Cracked Naphtha and Pyrolysis Gasoline | |
| Reaction pressure (MPa) | 3.0-4.0 |
| Temperature (℃) | 180-280 |
| Space velocity in volume (h-1) | 1.6-4.0 |
| H2/oil ratio in volume | 300-600 |
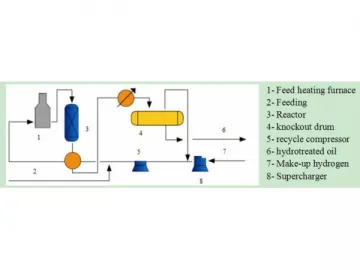
Pre-hydrogenation Flow
Pre-hydrogenation Example (under high space velocity)
| Item | Example 1 | Example 2 | ||
| Partial pressure of H2 (MPa) | 1.6 | 1.6 | ||
| Space velocity in volume (h-1) | 8.0 | 6.0 | ||
| H2/oil ratio in volume | 80 | 100 | ||
| Reaction temperature | Fiducial temperature | Fiducial temperature | ||
| Sulfur content change (mg/g) | 702 (before) | <0.5 (after) | 815 (before) | <0.5 (after) |
| Nitrogen content change (mg/g) | 1.5 (before) | <0.5 (after) | 1.0 (before) | <0.5 (after) |

Links:https://www.globefindpro.com/products/76954.html
-
 Heat Resistant Reforming Catalyst
Heat Resistant Reforming Catalyst
-
 Energy Saving PET Sheet Extrusion Line
Energy Saving PET Sheet Extrusion Line
-
 Molecular Sieve
Molecular Sieve
-
 Activated Alumina
Activated Alumina
-
 Ammonia Decomposition Catalyst
Ammonia Decomposition Catalyst
-
 Methanation Catalyst
Methanation Catalyst
-
 Primary Reforming Catalyst
Primary Reforming Catalyst
-
 Maleic Anhydride Catalyst Carrier
Maleic Anhydride Catalyst Carrier
-
 Honeycomb Ceramic Packing
Honeycomb Ceramic Packing
-
 Diesel Deep Hydrotreating Catalyst
Diesel Deep Hydrotreating Catalyst
-
 Exhaust Gas Purifying Catalyst
Exhaust Gas Purifying Catalyst
-
 Metal Structured Packing
Metal Structured Packing