Branch System Introduction
Branch System Introduction
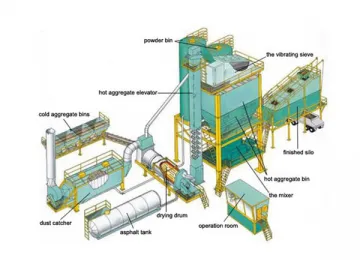
Asphalt Mixing Plant
Introduction to the Branch System of Asphalt Mixing Plant
1. Batching system
The modular structure and rational layout facilitateeasy installation and dismantling.
There are three kinds of hoppers available for choice: 5m3, 8m3, and 15m3. Isolation net is installed on the top of bin to prevent the entrance oflarge size aggregate.
The belt feeder is equipped with a shaft mounted reducing motor. Its featuresinclude compact and simple structure and low failure rate. An alarm device isfitted at the exit to signal the exhaustion of materials.
All the belt conveyors adopt jointless circularbelts. They run steadily, produce low noise levels and have a long servicelife.
Reducing vibrating screen is installed on the entry position of feeding beltconveyor to prevent large size material from going into the drying drum. Thiscan efficiently reduce waste and save cost.
Both the collecting belt conveyor and feeding belt conveyor are driven by anelectric drive drum. They have a simple structure and need little maintenance.
2. Drying drum
(1) Interior structure of drying drum
The lifting blade has a scientific and appropriate design.Good end sealing and heat preserving surface layer helps improve the thermalefficiency of the drying drum.
Our drying drum is fitted with a high performance reducing motor which isconnected to a supporting wheel (made of heat-resistant nylon) throughuniversal joints. Friction makes drying drum run. The drying drum is alsoequipped with an elastic inflation gasket. This reduces the noise and prolongsthe service life.
(2) Imported oil burner
The oil burner used is of an internationally renownedbrand. The newest international flame control licensed technology is used forits construction. The oil burner is a fully automatic numerically controlledburner that uses any kind of heavy oil and residual oil produced by anyrefinery in China.
The advanced oil supplying system enables the heavy oil and residual oil to beatomized and burned. It can save 7-15% of oil, and the flame regulating ratiocan reach 10:1.
Through the liquid crystal display screen, you can monitor and modify systemparameters and see disturbance messages. All the component elements arecontrolled and performed by PLC, making the operation easy and convenient.
Compared to other burners, our burner has many advantages:
It adopts advanced technology and is intellectualized.
It has appropriate structure, high safety and high cost performance.
It has various features such as low consumption, low wearing, low noise and lowlevels of pollution.
3. Hot aggregate elevating, screening, storing and weighingsystem
(1) Hot aggregate elevator
Hot aggregate elevator is a chain type efficiency elevator. Matched sleeveroller chain is made of alloy steel. Among its features include steady running,friction resistance, low noise, low malfunction and long using life, etc.Meanwhile, the chain is equipped with an automatic tension device andanti-reversing electromagnetism reducing motor. All these enables hot aggregateelevator to work safely, reliably and efficiently.
(2) Vibrating screen
Our asphalt mixing plant is designed with a vibratingscreen. The screen is fixed by a quick draw hook device which makes thereplacement of screen more convenient.
The whole screen is connected by durable bolts and is enclosed in a dust proofcover. The dust proof cover is environmental-friendly and has a charging portand dust collecting port.
The vibrating sieve is equipped with a motor anti-phase device which preventsjumping and abnormal movement when the vibrating screen is stopping.
(3) Storage
Hot aggregate bin and continuous type charge level indicator Ourasphalt mixing plant is furnished with a high-capacity hot aggregate bin whichensures the continuous discharge of finished products. The exterior of bin iscovered by a heat preserving layer, which reduces heat loss, lowers fuelconsumption and reduces costs.
Each hot aggregate bin is equipped with a continuous type charge levelindicator which continuously displays the variation of charge levels. A thermalresistance thermo detector is installed on sandstone scraps bin to test thetemperature of the sandstone. A hopper gate is specially designed to avoidblockage. The collecting bin at the end of the overflowing pipe and waste pipeprovides convenient collection and transportation of the overflow and wastematerial.
(4)Weighing system
The equipment has three weighing hoppers:
Sandstone measuring hopper
It is a specially designed eccentric hopper which makes it convenient to openthe hopper. The pressure relief pipeline helps remove what is unwanted.
Powder weighing hopper
Pneumatic arch broken device is installed on powder weighing hopper to make thedischarging process smooth and fast. Through the special powder screw conveyor,powder enters into the mixer evenly and quickly, thus ensuring the quality offinished products. The frequency control measuring screw conveyor guaranteesaccurate measurement.
Asphalt weighing hopper
Our asphalt weighing hopper is both energy-saving andelegant. Heat conducting oil and insulating layer are used for effectiveheating and heating preservation. Additionally, a layer of stainless steel isplaced outside the asphalt weighing hopper.
It is in cone shaped to efficiently reduce the residual asphalt and improve themeasuring accuracy. An electromagnetic braking asphalt pump and one-way valveare used to help improve the weighing precision.
Asphalt is sprayed into the mixer by the asphalt pump to ensure its evendistribution on the surface of aggregate. This will improve the quality offinal products and reduce the mixing time.
The electrical control over-weighing testing device is installed in the asphaltmixing plant to avoid scale overflow.
Weighing module
The weighing module installed in every weighing hopperis from internationally famous brand. It is equipped with precise and reliableresistance-type stain sensors. The sensors are fully sealed and adapt to anybad environment without compromising precision.
Weighing module has an integrated structure, which removes horizontal forcesand improves the weighing precision.
4. Mixing system
Mixer
The mixer has a square frame design and works in astable and safe way.
Both the scale board and blade are made of white high chrome wear-resistantcast iron to give a long operating life.
The mixer has an overturning type charging gate, which is controlled by doublecylinders, to shorten the charging time and achieve good sealing effectiveness.
The filling rate is no more than 60% to ensure that the stones and asphalt arecompletely mixed within a short time.
Reliable lubricating system
With an automatic lubricating system, a 380Vmightiness motor is used to pump the lubricating oil to the point oflubrication. Manual lubricating can also be carried out.
5. Hot-conducting oil heating and asphalt supplying system
This device adopts a fully automatic horizontal heat conducting oil heatingsystem (modularize transportation and installation). The imported burner hasthe functions of automatic ignition and monitoring. The fire of the burner canbe adjusted according to thetemperature of heatconducting oil.
6. Dust removal system
(1) gravity dust collector
The collection efficiency of gravity dust collector can reach up to 80%. It cancollect dust larger than 75μm, and all the powder collected in the first dustcollecting can be sent to elevator by screw conveyor for re-use.
(2) bag dust collector
The locelle high pressure impulse bag dust collectoris a NOMEX bag imported from America.It can work for a long time under the condition of rated high temperature.
It has a long service life and good air permeability.
It is used to collect the dust that is smaller than 75μm. Its collectionefficiency is more than 99.5%, giving it a high rank in the enviromentalprotection index.
The control of bag is connected with a host machine.
It has a temperature protecting system.
7. Powder supply and dust recycling system
The reclaimed dust is sent to the powder collectiontank by a three bladed roots blower, screw conveyor or bucket-type elevator.The reclaimed powder can be exhausted by a special screw conveyor if it is notneeded. The main frame is in a state of negative pressure and sealing. This cannot only avoid leakage, but also improve its performance of environmentalprotection.
The powder tank is equipped with an efficiency bin level indicator and there isa bag dust collector at the top of the tank.
Pneumatic hammer is installed under cone bottom of tank to prevent the conefrom arching. Overpressure protection systems are installed on top of the newpowder tank and recycling tank, thus avoiding the occurrence of roof collapse.Heavy powder in new tank and dust in recycling tank can be conveyed to thepowder weighing hopper by screw conveyor according to proportion.
8. Pneumatic control system
The pneumatic control system is equipped with animported or domestically famous air compressor, which can ensure a safe andreliable work process.
It is fitted with an imported electromagnetic valve. The pneumatic valve systemis installed to prevent the emergence of dust and water while allowing longterm operation.
9. Electrical control system and central control room
Control system is computer-controlled, and is equipped with Siemens S7 300 highperformance programmable controller, PROFINET bus control technique anddistributed I/O.
The control system has a reliable working performance, high degree ofautomation and is easy to operate.
The spacious and bright central control room is equipped with split-type airconditioner and other facilities to create a comfortable working environmentfor operators.

Links:https://www.globefindpro.com/products/98600.html