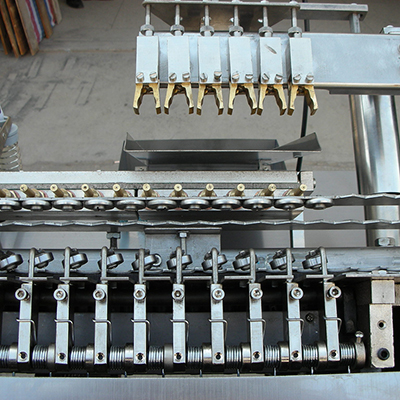
Bucket Elevator Conveyor
The bucket elevator conveyor can be combined with multihead weighing and packaging machines to form an automatic quantitative packaging system. Inside the enclosed stainless steel shell, the material is conveyed via the bucket feeder, which is hung on a chain. Material is conveyed using a combination of horizontal, vertical, horizontal conveyance, making this equipment suitable for moving products in the food, medical, and hardware industries, including candy, chips, jelly, biscuit, popcorn, medicines, capsules, screws and more.

Specification:
Transport capacity: 7200L/H
Power: 0.75kw
Single bucket volume: 1.8L

Scan QR to Read
Links:https://globefindpro.com/products/14383.html
Links:https://globefindpro.com/products/14383.html
Recommended Products
-
 Horizontal Pouch Fill Seal Machine
Horizontal Pouch Fill Seal Machine
-
 Automatic Weigher
Automatic Weigher
-
 Flow Pack Wrapper
Flow Pack Wrapper
-
 Automatic Auger Filling Machine
Automatic Auger Filling Machine
-
 Refrigerator Motor
Refrigerator Motor
-
 Package Conveyor
Package Conveyor
-
 SYK-200 Granule Packaging Machine with Bag Forming Granule Filling Bag Sealing Machines
SYK-200 Granule Packaging Machine with Bag Forming Granule Filling Bag Sealing Machines
-
 SYK-200F Granule Packaging Machine with Bag Forming Granule Filling Bag Sealing Machines
SYK-200F Granule Packaging Machine with Bag Forming Granule Filling Bag Sealing Machines
-
 SYF-300 Powder Packaging Machine with Powder Filling Bag Sealing Machines
SYF-300 Powder Packaging Machine with Powder Filling Bag Sealing Machines
-
 Vertical Form Fill Seal Machine (Piston Filling)
Vertical Form Fill Seal Machine (Piston Filling)
-
 SYK-200B Granule Packaging Machine with Bag Forming Granule Fill Seal Machines
SYK-200B Granule Packaging Machine with Bag Forming Granule Fill Seal Machines
-
 Semi Automatic Auger Filler
Semi Automatic Auger Filler