Alcohol Recovery Tower
Components
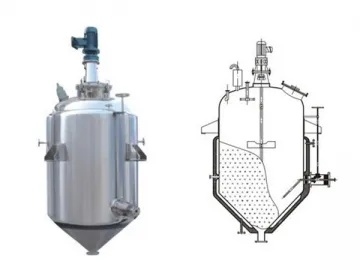
Our JH series alcohol recovery tower consists of six main parts, including the condenser, chiller, tower kettle, tower body, buffer tank, as well as the elevated storage tank.
Applications
This product is perfect for the recovery of dilute alcohol in such industries as food, chemicals, pharmaceuticals, and light industry, among others.
Superiority
1. Our alcohol recovery tower offers such prominent advantages as favorable corrosion resistance, great energy saving, environmental protection, high efficiency, low production cost, and more.
2. In use of this device, the dilute alcohol with its original volume ratio of 30%-50% can be distilled to have the volume ratio range from 90% to 95%. The residual liquid to be discharged has low content of alcohol, which conforms to the environmental requirements.
3. Our product puts to use the high-efficiency stainless steel corrugated filler. All its parts in touch with feed materials are constructed from 0Cr18Ni9 stainless steel. They are manufactured in accordance with GMP standards.

Related Names
Alcohol Condenser | Alcohol Distiller | Alcohol Recycling Equipment
Links:https://globefindpro.com/products/45941.html