Reverse Jet Silo Venting Filter
SV-M2 reverse jet silo venting filter is the industry-proven silo cleaning solution. This dust collector is well-suited for handling powders or bulk materials in pneumatic conveying system for industries of construction, machinery, chemicals, food and pharmacy, etc. Our dust reduction system stands out from vibrant cleaning system in terms of efficiency and low maintenance.
Being fitted with modular intelligent control system, this reverse jet silo venting filter is allowed for automatic self-cleaning on the basis of regular interval or differential pressure. Round machine body is manufactured with mild steel or stainless steel. Flanged connection is also available. Moreover, the protection cover adopts light-weighted high polymer material for easy maintenance and ensured safety.
Furthermore, a total of 12 filer cartridges are employed for up to 99.9% filer efficiency. Normally, the filter surface is 20m2 and air volume is 1500m3/h. However, we are pleased to offer tailor-made service to fit your specific needs.
Application
Concrete batch plant, dry mix mortar batch plant and asphalt plant
Feature
1. Resin fiber waterproof cover is highly rigid with impressive resistance to aging.
2. Pressure adjusting indicator is available.
3. 10-munite delay cleaning function reduces maintenance workload.
4. Integrated pressure sensor delivers real-time differential pressure inspection and fully automatic cleaning (optional).
5. The maintenance height is only 1.2m, minimizing work load.

Technical data
| Model | Filer surface | Max. air volume | Filer efficiency | Cleaning method | Connection method | Weight |
| SV-M2 | 20m2 | 1500m3/h | 99.90% | Reverse pulse jet | Flange | 96kg |
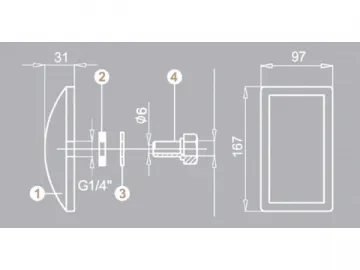
Components
① Reverse pulse jet cleaning system
② Aluminum alloy cylinder
③ Venturi tube
④ Simplified polyester filter cartridge
⑤ Concealed air outlet
⑥ Filter body: 201/304 stainless steel
⑦ Inspection door
⑧ Bottom flange
Simulation of working condition
The picture below implies the changes happened in the process that normal bulk materials pumping system fills the feeding chamber. The changes cover the aspects of air volume, left space of feeding chamber, real filter surface of vibrant filter and reverse jet silo venting filter.
Real filter surface of vibrant filter (m2)
Real filter surface of reverse jet silo venting filter (m2)
Air volume of pumping system
Left space of feeding chamber
First period
At the beginning of feeding, the air volume is about 800m3/h and the left space of feeding chamber is fairly large. The real filter surface of these two air filtration systems is sufficient for application needs.
Second period
The air volume of pumping system is up to 1000m3/h, thus the left space of feeding chamber is accordingly decreased. The real filter surface of reverse jet silo venting filter basically is of no change. However, vibrant cleaner is left with half of the valid filter surface.
Third period
This is the last feeding period, and the air volume reaches 1500m3/h, resulting in the minimal left space in feeding chamber. Vibrating-type cleaner now only has 10m2 filter surface which is insufficient for the large air volume. This increases the possibility of damage of filter cartridges and explosives.
On the other hand, however, our reverse pulse jet filter still remains the filter surface as beginning, thus being absolutely capable of delivering remarkable cleaning efficiency.
Comparison between SV-M2 reverse jet silo venting filter and SV-Z1 vibrant filter
| Name | Reverse pulse jet filter | Vibrant filter |
| Model | SV-M2 | SV-Z1 |
| Real filter surface (in feeding process) | Constantly being 20m2 | Decreased from 24m2 to 8 m2 |
| Filter cartridge cleaning method | Automatic cleaning requiring no extra cost | Manually cleaning with difficult maintenance and increased cost |
| Failure rate | Low failure rate with ensured performance and productivity | Deter |
Download

Links:https://globefindpro.com/products/78426.html
-
 Aeration Pad
Aeration Pad
-
 MT-BFH Mortar Mixers with Bag Feeding Hopper
MT-BFH Mortar Mixers with Bag Feeding Hopper
-
 ZLP500 Suspended Platform
ZLP500 Suspended Platform
-
 SMM Series Continuous Mortar Mixer
SMM Series Continuous Mortar Mixer
-
 ZLP630 Suspended Platform
ZLP630 Suspended Platform
-
 ISO 4706 Standard LPG Cylinder
ISO 4706 Standard LPG Cylinder
-
 Horizontal Form Fill Seal Bagging Machine
Horizontal Form Fill Seal Bagging Machine
-
 Vibrating Bin Aerator
Vibrating Bin Aerator
-
 Horizontal Bag Filling and Sealing Machine
Horizontal Bag Filling and Sealing Machine
-
 Steel Suspended Platform
Steel Suspended Platform
-
 Pressure Relief Valve
Pressure Relief Valve
-
 Filter Cartridge, Filter Bag
Filter Cartridge, Filter Bag